
| About Us | News | Products | FAQ | Library | Services | Contact Us | President's Corner |

Microscopy of Electronic Devices - Frequently asked Questions:
1. Tell me a little more about FA Instruments and the solutions you offer. How does your company differ from other emission microscope companies?
Answer: Our personnel have been in the FA emission business since 1994 developing emission systems for Alpha Innotech and IC Diagnostics. Our current systems can be found at www.icdiagnostics.com or www.fainstruments.com. We stand behind and fully support all of our products, both past and present, all the way back to the AIC FA1000. Our commitment is to our customers for both sales and support. In the past we worked as either contractors or employees for these other companies.
Our product solutions have been designed from the ‘ground up’ -- taking advantage of the latest developments in hardware, software and optics. This allows us to offer industry-defining solutions, driven by an intuitive and intelligent XP-user interface – markedly different from the ‘patched up’ cross-generational software offered by several of our competitors.
Today the innovators responsible for the Alpha FA-1000 through to Crystal Vision are at the helm of FA Instrument’s Business -- setting the direction for the future of FA microscopy. We'll consult with you before you buy, to make sure you are buying the right tool for the right reason. We are very pleased to supply Customer References at your request.
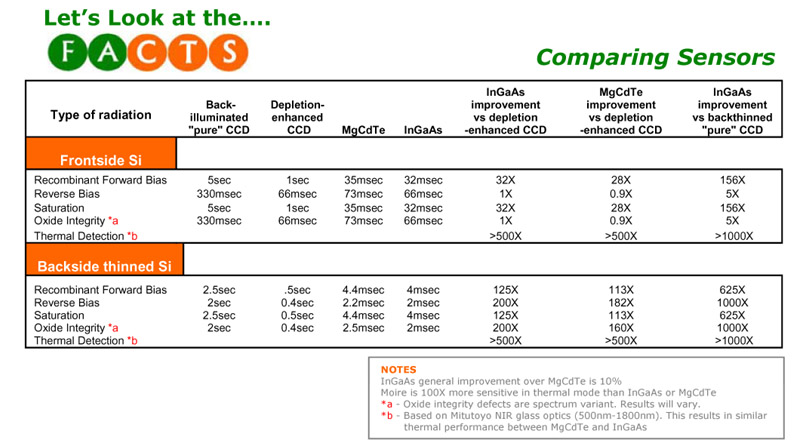
2. How do the sensor technologies compare (CCD VS. InGaAs VS. HgCdTe (MerCad))?
Answer: There has been a lot of hype on the merits of HgCdTe (mercury cadmium telluride or mercad) over other platforms. The specifications for HgCdTe are impressive until you look at the system's actual performance.
Beware companies which claim detection past 1.8 um wavelengths on systems using glass NIR optics. Many of these objectives are not well corrected up to 1.8 and degrade rapidly as the wavelengths move to 2.2um greatly compromising the value of HgCdTe based systems. The cost and poor reliability of HgCdTe has created a push for a better solution, the InGaAs sensor. This sensor is well suited for FA with a detection band from 0.9um to 1.7um. Coupled with stabilized thermal imaging and photon emission methods, this is a robust system which sports 10% better quantum efficiency than HgCdTe. Some vendors are claiming 90% QE on HgCdTe sensors obtained from Rockwell which already publishes QE in the 50 to 65% range.
Thermal detection claims for HgCdTe also must be taken carefully. Although limited thermal work can be done, the NIR waveband is not very useful at room temperature. Elevating the substrate temperature to 70ºC or higher renders the HgCdTe and InGaAs useable for thermal work, however, the lens collection efficiency will drastically impact usability for thermal.

3. How much current can I detect with your system?
Answer: Photoemission systems do not detect current. Magnetic SQUID microscopes or SIFT magnetic scanners do!
Remember that a value of current without knowing either resistance or voltage is inadequate to solve V=IR (Ohms law). A great deal of misleading marketing has been focused on detection limits as a function of current over the years. Photoemission systems detect photons based mainly on Recombinant events. Generally, Photoemission is absent when dealing with linear leakage phenomenon in the Visible to NIR spectrum but there are exceptions, such as, intermittent resistive shorts.
Typical examples of biasing and detection levels (values are approximations to illustrate the differences in emission mechanisms):
1. Forward Bias a large area diode 100x10µm area to 1 mA at 0.7V. Required Integration time is 10 seconds with a 5x Mitutoyo NIR objective.
2. Reverse bias (Avalanche) Voltage = 18V at 10nA with an integration time to detect of 10 seconds with a 5x 'Mitutoyo' NIR objective.
3. Bias a deep submicron transistor to saturation. 1.8V at 50µA with an integration time to detect of 1 minute with a 5x 'Mitutoyo' NIR objective and 10 seconds with a 20x NIR.
4. Bias an n-well resistor with 20 mA and get no photoemission at all (no recombination)
5. Bias a metal bus with 1 A and get no photoemission at all (no recombination)
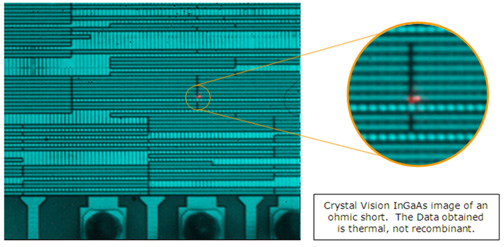
6. Bias a resistive short that is intermittent or drifts to higher resistance as current is increased. See photoemission easily or not at all depending on the nature of the resistive short.
7. Bias a part with an IDDQ failure of 100mA @ 3.3V and get thousands of faint, difficult to detect, emission sites
8. Bias a part with an IDDQ failure of 1mA @ 3.3V and get 1 bright emission site with an integration time of <1 second.
4. How do I determine the "Sensitivity" of the system and choose the best system?
Answer: There are many factors to determining sensitivity. Some vendors play the specification game quite well. We recommend you use one of your parts as a "standard" and have the emission vendors run it at several bias points that you have defined. Run a matrix to get an overall view of the system performance/deficiencies for the following:
a. Integration time required to see emission at given bias points.
b. Forward bias backside, Reverse bias backside, powered in standby (if an appropriate failure is identifiable). Run for several different magnifications.
c. Ultimate detection limits. (Minimum bias for which Photoemission can still be detected with long integration times) This is often overlooked and is extremely important in determination of the systems ability to find the problem.
d. Resolution/clarity/positional overlay of the emission site. Is the manufacturer "cheating" by sliding between high and low resolution cameras for the overlays thus compromising localization accuracy?
e. Some vendors cheat, so be sure to attend the demo and witness the bias control. Run your samples on the vendors systems. Provide a part which is wired with a regulator or clamp of some sort in a black box to limit cheating on behalf of vendors if you cannot personally attend the demo. Be careful of the specifications as they are typically not system specs but camera sensor specs. Pay attention to the noise enhancement in the image.
5. I have heard that CCD sensors do not work for backside Photoemission, Is this true?
Answer: Definitely not!
The new extended NIR range cameras are very competitive with much more expensive systems. In fact resolution is much better for the CCD systems based on observation of the shorter end of the NIR spectrum for recombinant emissions, as well as matching to the optics. InGaAs and Mercad sensor based systems will yield significantly better sensitivity/time for backside but CCD based systems can integrate for up to 2 hours in order to make up for the lost bandwidth, however, CCD based systems do fail to perform with thermal backside requirements.
Remember that the optics incorporated on the MerCad systems are not corrected properly in the 1100nm to 2200nm bandwidth. A great camera using limited optics, limits the results. Heat from the glass optics degrades the ability to do long integration times and chromatic focal shifts in the optics limits the throughput and resolution of the MerCad systems.
6. Can I do Thermal analysis with a MerCad or InGaAs system?
Answer: Yes, but only at elevated substrate temperatures. Thermal imaging sensitivity can be improved by elevation of the DUT temperature past 70 to 100ºC to push towards +/- 0.1ºC for high emissivity materials. At room temperature these cameras are around +/-1ºC detection, which is nearly useless.
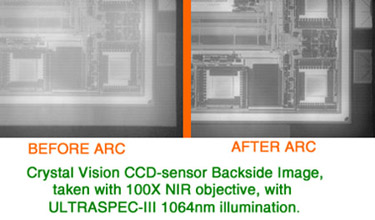
7. Why should I use ARC (Anti-Reflective Coating) for Backside Analysis?
Answer: Anti-reflective coatings offer improved imaging and sensitivity for most backside applications. Emission systems which illuminate with dark field or ring light illumination may not intitally appear to benefit from ARC and, as such, manufacturers of such microscopes may discourage the use of ARC. This is a mistake, since these systems still realize a 30% improvement in emission sensitivity for a properly applied ARC coating even though the background image appears unaffected.
Reason: Backside imaging involves looking through a substrate with a high index of refraction. Since high index materials are also highly reflective, ARC coatings are used to reduce the reflectivity for a given range of wavelengths. ARC coatings serve to greatly improve the admittance of light through the surface, allowing a typical 30% improvement in sensitivity for photon emission and a 60% contrast improvement with coaxial illumination for navigation and imaging.
Anti-reflective coatings can nowadays be conveniently and rapidly applied using a chemical spin-on proces. Systems are available with a low cost of ownership.
8. Why do Topside thermal when I can do Backside thermal with a mid IR camera or Moiré Thermal Imaging?
Answer: If the failure is at Metal 1 then a mid IR camera can work from the backside. Out of 6+ metal layers, the location is unknown. FMI or SFMI (Stabilized Fluorescent Microthermal Imaging) are much better starting choices for topside thermal analysis due to its 10 to 100X improvement in thermal resolution. FMI is not affected by blackbody radiation emissivity differences in materials. Backside work is best done with Moiré followed by Thermal InGaAs to yield the best spatial resolution.
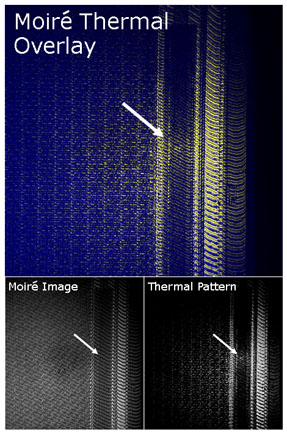
9. Is there a thermal method to detect heating of the Silicon directly rather than just the metal layers?
Answer: Yes.
FA Instruments offers Moiré thermal imaging for backside thermal detection. This method maps the shift in the Moiré patterns in the silicon thermally.
10. Why do some emission sites show up brighter with lower magnification, lower numeric aperture lenses than others when high NA should always mean brighter?
Answer: There are tradeoffs between NA, depth of field (focus) and the interaction volume of the material being viewed. High NA lenses collect light mainly only within the narrow region of focus. Sources with minimal depth, image well with high NA. Sources with volumetric depth can image better (faster) with lower NA assuming the emission medium is also transparent.
11. Do I need to thin the silicon for backside work?
Answer: Image quality and sensitivity will improve especially for CCD based sensors. The silicon is a filter that allows higher energy photons through if sufficiently thinned. With modern flat lapping or Selected Area polishing systems, thinning down to 30 to 50µm is now a routine operation.
![]()
12. How do I handle thermal issues after thinning the Silicon?
Answer: There are many schemes to address thermal management after thinning. Common ones are to do vector bursts and/or quiescent operation to avoid thermal runaway. Other methods involve heat sink/spreader schemes with or without liquid cooling.
13. How much Bias is needed for Photoemission?
Answer: Stay within the IV curve of the failure and increase close to, but not into, the next elbow for the curve. Measure Photoemission holding DC at this point below the elbow.
14. I have 50 mA of current at 3.3V and get no Photoemission from the backside. Why?
Answer: It is important to generate an IV curve first to determine the nature of the leakage. If the curve is resistive, then do thermal analysis such as Moiré or InGaAs IR first. Once the area has been somewhat localized, do Photoemission at high NA in the region of interest with increased bias stress. If the die appears to be heating in general then it is likely that the power is distributed (divided) amongst all the transistors on the IC. Remember that 10 nA of leakage/transistor times 1 million transistors = 10 mA!
15. How do I choose a TLS tool (OBIC, OBIRCH, LIVA, TIVA, XIVA, RIL RCL, SIFT etc.)?

Answer:
Please compare converted
laser scan microscopes vs. Stimulus Induced Fault Test (SIFT)
product. SIFT
truly raster scans the laser over the die rather than just through
the optics, allowing coordinate control and virtually unlimited area
scans and control of spot size to greatly reduce the time required to
sample and create a scan.
For Example: Take a Thermally sensitive noisy defect with a 20 msec settle (averaging on) time.
Time to scan is based on # of total samples required to scan the selected area. For a 500pixels x 500pixels sized image this is 83 minutes. On a competitors system the signal is indistinguishable from the noise in this case. You can set the dwell time for rapid or slow scans based on the signal/noise. A typical scan is several minutes. The key to getting signal from the defect revolves around the dwell time of the laser and not the ability to rapidly generate a background image. LSM systems are not the best platforms for this type of analysis as the LSM was not designed to positionally control the laser spot but rather to generate a flying scan of the image through the objectives. Tilt and lens aberration impact spot quality and power when collecting signal from the device tested. LSM systems are limited to photon stimulus. Electrostatic RF and magnetic modes are possible with SIFT as well as tester interface ability.
Inquire about a demo and more information before you buy and try to use a competitor re-worked LSM for Thermal induced analysis.
Please
contact us
info@fainstruments.com
with any other
technical or commercial questions you have.
Please
e-mail
us with
any other technical or commercial questions you have.
Copyright FA Instruments © 2004 - 2017